Zasady przygotowania
Zasady opracowane na podstawie normy PN-EN ISO 14713
KONSTRUKCJE STALOWE
Pytania techniczne
+48 505 044 707
Dostosowanie konstrukcji stalowych do przedstawionych warunków zapewni prawidłowe wykonanie powłoki cynkowej zmniejszając ryzyko uszkodzenia konstrukcji i usprawni obsługę zleceń.
Wymiary elementu
Umożliwia to cynkowanie konstrukcji o maksymalnych wymiarach:
W innym przypadku należy przewidzieć oddzielenie elementu, tak by cynkować osobno części elementu, w których iloraz grubości nie będzie przekraczał wartości 5.
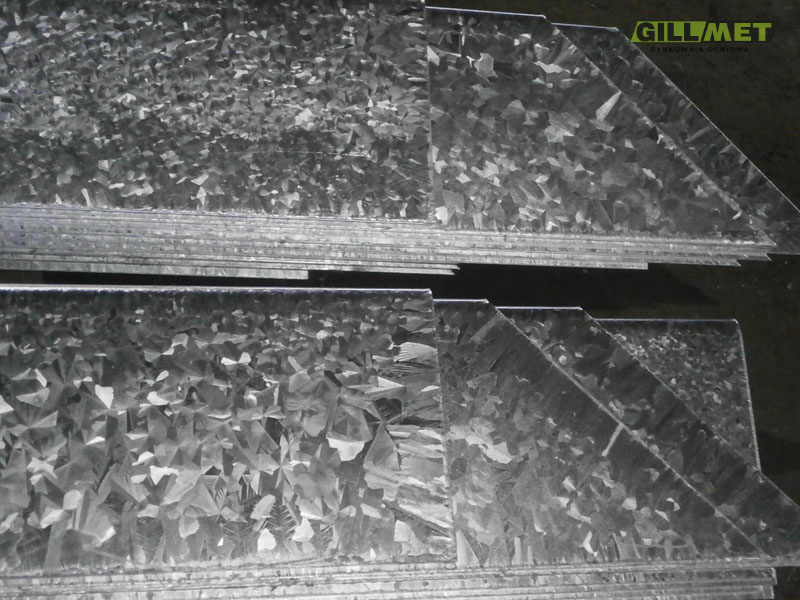
skład chemiczny stali
Jakość uzyskanej powłoki cynkowej (połysk, gładkość, grubość, przyczepność) jest różna i zależy od składu chemicznego stali, w szczególności od zawartości krzemu (Si), węgla (C) i fosforu (P).

poprawnie
odpowiednio dobrana stal
poprawnie
stal niskokrzemowa

niepoprawnie
stal sandelinowska
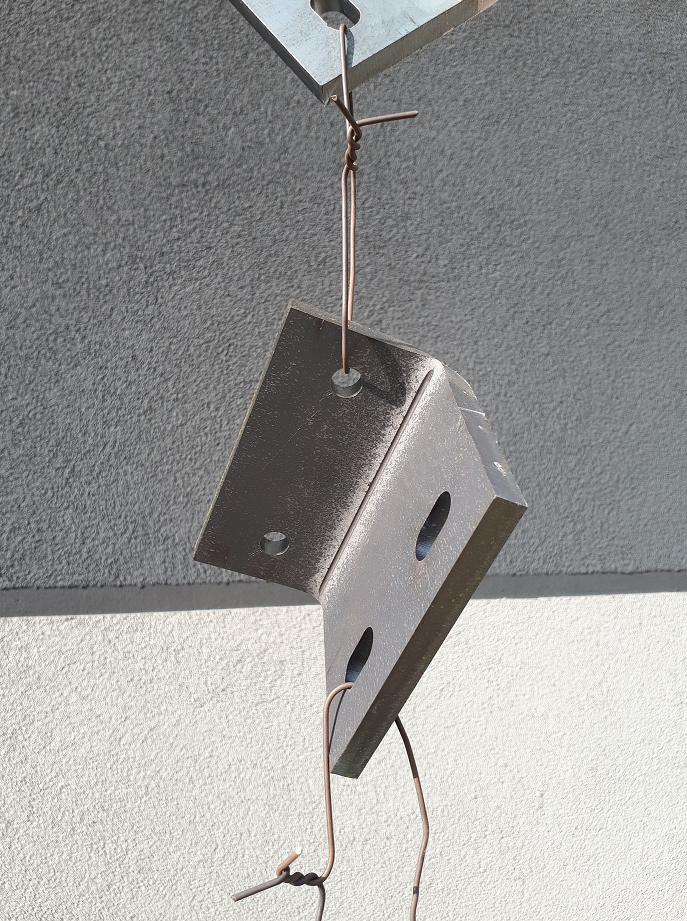
otwory
Barierki
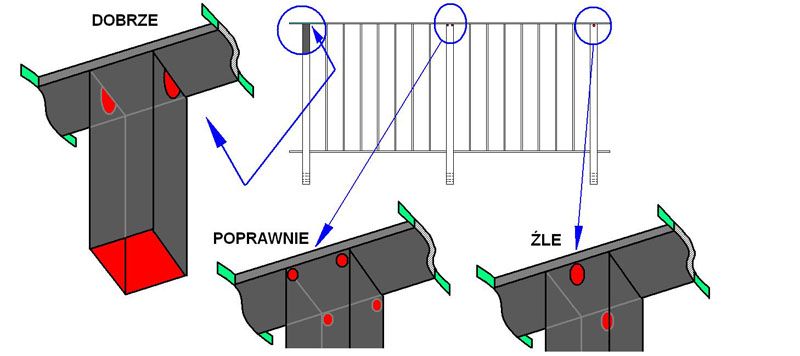

poprawnie
otwory na kolankach, otwarte stopy

niepoprawnie
otwory za daleko od krawędzi

niepoprawnie
efekt złej orientacji otworów
Profile
W zależności od rodzaju użytych profili, należy wykonać otwory odpowietrzające i ściekowe według wielkości i ilości otworów przedstawionych w tabeli:
Dane w poniższej tabeli odnoszą się do profili o długości 1m. Im element dłuższy, tym większy rozmiar otworów.
| Wymiary profilu zamkniętego mniejsze niż: [mm] |
Minimalna średnica otworów na końcach profilu dla liczby otworów [mm] | ||||
|---|---|---|---|---|---|
 |
 |
 |
1 | 2 | 4 |
| 15 | 15 | 20x10 | 8 | ||
| 20 | 20 | 30x15 | 10 | ||
| 30 | 30 | 40x20 | 12 | 10 | |
| 40 | 40 | 50x30 | 14 | 12 | |
| 50 | 50 | 60x40 | 16 | 12 | 10 |
| 60 | 60 | 80x40 | 20 | 12 | 10 |
| 80 | 80 | 100x60 | 20 | 16 | 12 |
| 100 | 100 | 120x80 | 25 | 20 | 12 |
| 120 | 120 | 160x80 | 30 | 25 | 20 |
| 160 | 160 | 200x120 | 40 | 25 | 20 |
| 200 | 200 | 260x140 | 50 | 30 | 25 |

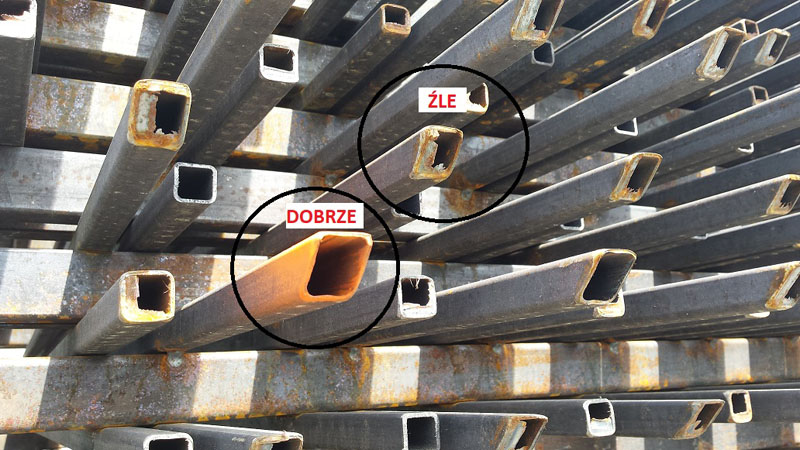
poprawnie
skalopsy w rogach

poprawnie
otwory wewnątrz, z możliwością sprawdzenia ich umiejscowienia

poprawnie
wszystkie profile otwarte
niepoprawnie
zły otwór w profilu

niepoprawnie
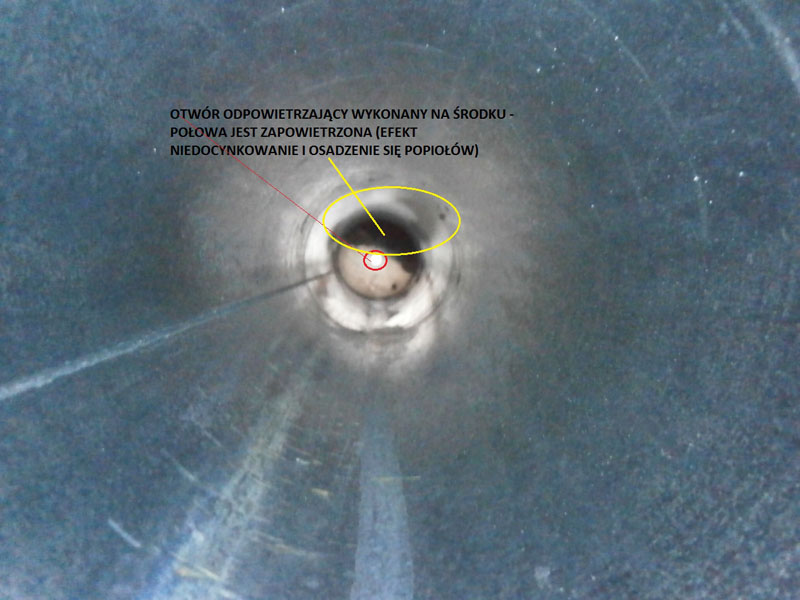
jeden, zbyt mały otwór na środku

niepoprawnie
brak otworów

niepoprawnie
rozerwany profil – brak 1 otworu
Skalopsy

poprawnie
wzorowe skalopsy

poprawnie
wzorowe skalopsy

poprawnie
wzorowe skalopsy

poprawnie
wzorowe skalopsy

poprawnie
wzorowe skalopsy
Zbiorniki
poprawnie
otwór odprężający

poprawnie
Króćce równo ze ścianką wewnętrzną zbiornika

poprawnie
Zbiornik z opisem – jak prawidłowo przygotować
UCHWYTY
Barierki
W zależności od rodzaju użytych profili, należy wykonać otwory odpowietrzające i ściekowe według wielkości i ilości otworów przedstawionych w tabeli:

poprawnie
miejsce na podwieszenie: dospawana podkładka lub nakrętka
Profile

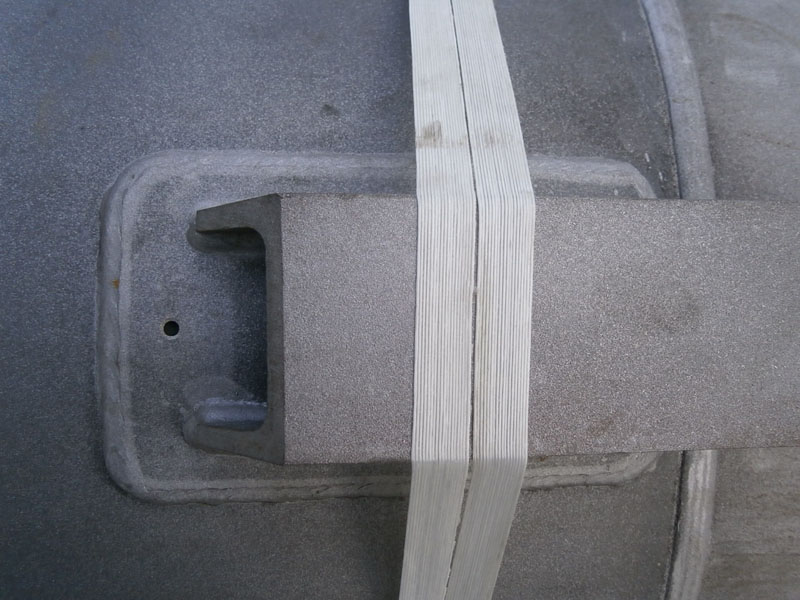
poprawnie
NAKRĘTKA bądź PODKŁADKA PRZYSPAWANA OD WEWNĄTRZ, nie przeszkadza w użytkowaniu
NAKŁADKI
należy tę przestrzeń otworzyć przez nawiercenie otworu.
należy zapewnić odstęp co najmniej 3 mm pomiędzy zachodzącymi na siebie płaszczyznami oraz zapewnić dopływ i odpływ wszelkich cieczy.
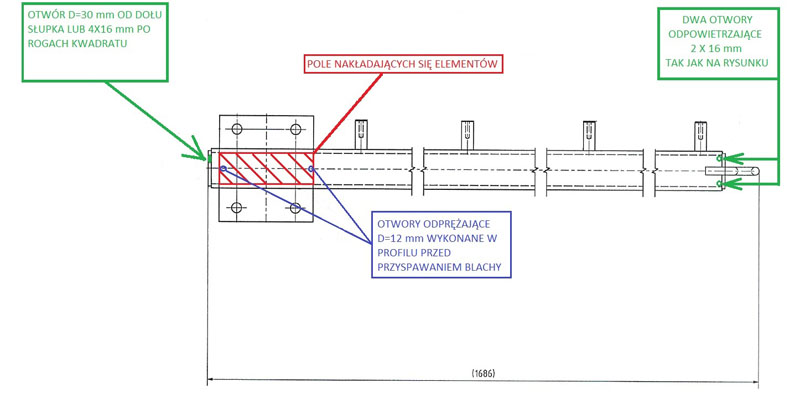

poprawnie
odprężenie nakładki
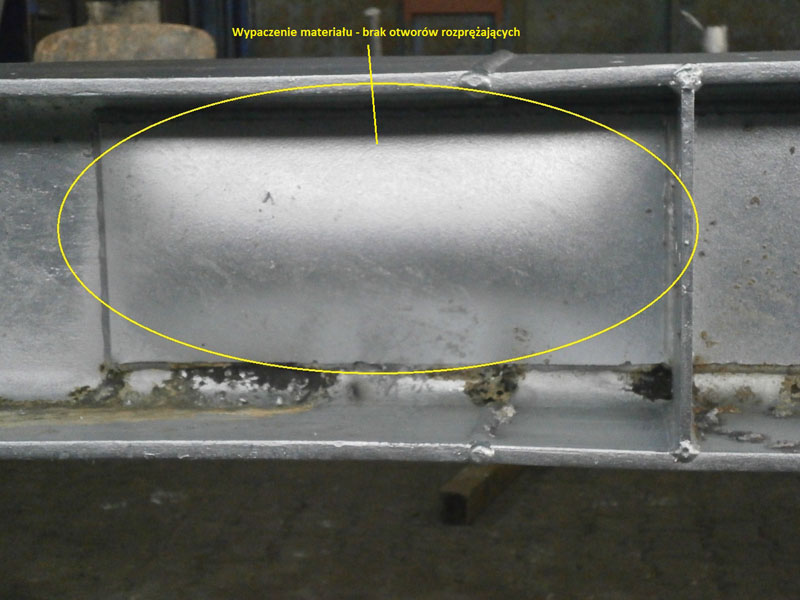
niepoprawnie
brak otworu rozprężającego grozi rozerwaniem konstrukcji i naraża życie ludzkie

niepoprawnie
brak otworu rozprężającego grozi rozerwaniem konstrukcji i naraża życie ludzkie
SPAWANIE
Cynkownia Gillmet Sp. z o.o. nie ma na to wpływu i nie ponosi z tego tytułu odpowiedzialności.
- zawiasy,
- przeguby,
- tuleje itp.
Cynkownia Gillmet Sp. z o.o. nie ma na to wpływu i nie ponosi z tego tytułu odpowiedzialności.

poprawnie
dobrze położona spoina

niepoprawnie
dziurawa spoina

niepoprawnie
nieusunięta szlaka po spawaniu

niepoprawnie
nieoczyszczona szlaka po spawaniu

niepoprawnie
nieoczyszczone spoiny

niepoprawnie
nieszczelna spoina i wyciek mediów z obróbki wstępnej

niepoprawnie
nieszczelna i niedokładnie oczyszczona ze szlaki spoina
naprężenia, deformacje
Cynkownia GILLMET Sp. z o.o. nie ma na to wpływu i nie ponosi z tego tytułu odpowiedzialności.

niepoprawnie
deformacja połączenie blach o różnych grubościach

niepoprawnie
deformacja: uwięzione naprężenia uwalaniają się pod wpływem wysokiej temperatury powodując deformację

niepoprawnie
uwięzione naprężenia uwalniają się pod wpływem wysokiej temperatury powodując deformację
BIAŁE KOROZJE
Za powstanie białej korozji na ocynkowanych detalach firma GILLMET Sp. z o.o. nie odpowiada. Tym bardziej z przyczyny niewłaściwego zabezpieczenia przed zasoleniem ocynkowanych detali podczas transportu w okresie zimowym nie odpowiadamy.
PRZYGOTOWANIE POWIERZCHNI
- farb,
- lakierów,
- silspawu,
- smoły,
- smarów,
- żużla spawalniczego itp.
Zanieczyszczenia te utrudniają tworzenie się powłoki cynkowej i powinny zostać usunięte przez Zleceniodawcę, najkorzystniej metodą obróbki strumieniowo – ściernej.

poprawnie
zabezpieczenie gwintów taśmą teflonową

niepoprawnie
silikon rozpuszcza się

niepoprawnie
zjawisko odpryskującego cynku spowodowane przez ostre krawędzie i nieczyszczone spoiny
niepoprawnie
nieoszlifowane krawędzie po cięciu

niepoprawnie
nieoczyszczona powierzchnia po cynkowaniu

niepoprawnie
blacha po cynkowaniu bez śrutowania

niepoprawnie
nieusunięty śrut skorodował i przywarł do powierzchni

niepoprawnie
stal czarna i nierdzewna

niepoprawnie
farba niedostosowana do cynkowania ogniowego rozpuszcza się

niepoprawnie
zawalcowania stali widoczne dopiero po cynkowaniu ogniowym
PAKOWANIE

poprawnie

poprawnie

niepoprawnie
elementy nieprzygotowane do rozładunku wózkiem widłowym: niedopuszczalne
Jak oznakować elementy do cynkowania?
TRANSPORT
Ułożenie elementów
niepoprawnie
elementy nieprzygotowane do rozładunku wózkiem widłowym: niedopuszczalne
Palety
Towar, w miarę możliwości, należy dostarczać na opisanych / podpisanych paletach.
Przekładki
poprawnie
poprawnie
normy iso
PN EN-ISO 14713.
Podsumowanie
Dostarczając konstrukcje do cynkowania zwróć szczególną uwagę na:- Właściwie zaprojektowaną konstrukcję do cynkowania ogniowego.
- Odpowiednią stal do cynkowania ogniowego.
- Wymiary elementu stosowne do wielkości wanny cynkowniczej.
- Zapewnij otwory technologiczne – odpowietrzające i spustowe.
- Przygotuj uchwyty lub otwory do zawieszenia elementu.
- Dostarczaj konstrukcje nie zanieczyszczone farbą, olejem, silspawem, itp.
- Zapewnij dodatkowy luz dla części ruchomych typu zawias, itp.
- Sprawdź szczelność spawów – unikniesz późniejszych wycieków kwasu.
- Wykonuj konstrukcje z materiału o zbliżonej grubości ścian.
- Unikaj konstruowania powierzchni stycznych.
- Miejsca, które nie mają być ocynkowane (np. połączenia gwintowane, połączenia pasowane, miejsca przygotowane do późniejszego spawania lub inne pow.) zabezpiecz trwale przed ocynkowaniem np. farbą dwuskładnikową najlepiej na 48 godz. przed procesem cynkowania ogniowego
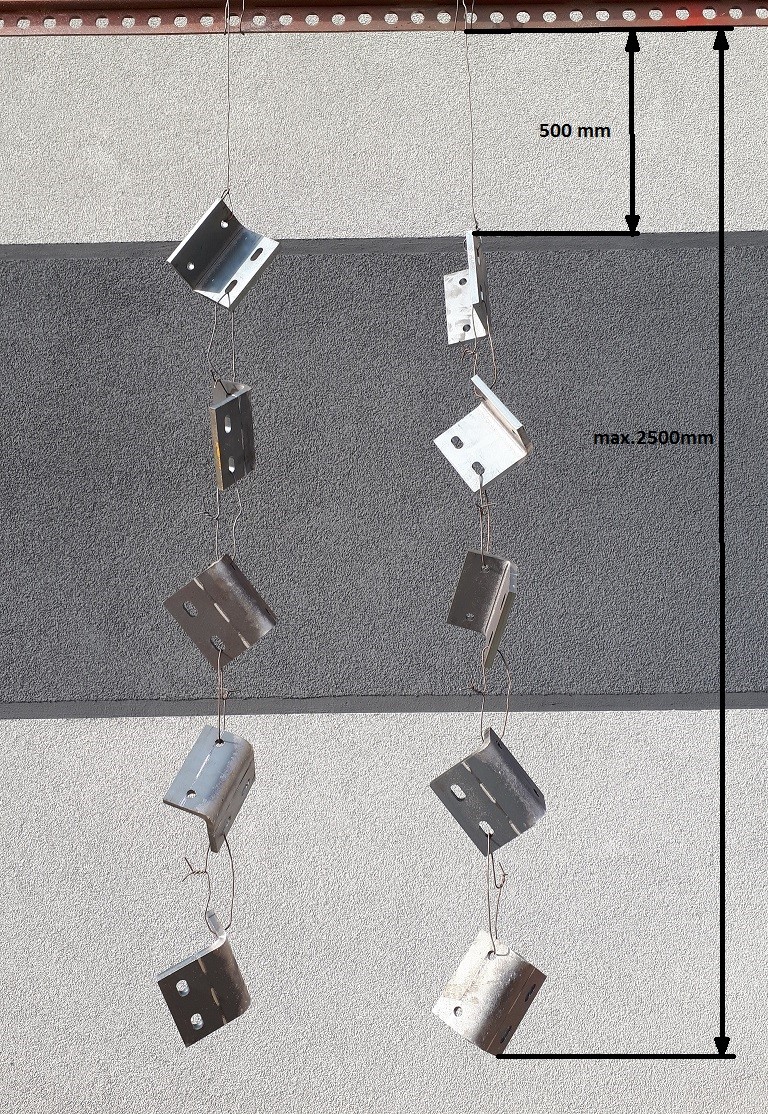
DROBNE ELEMENTY STALOWE
Pytania techniczne
+48 505 044 707
zasada 1
zasada 2

zasada 3
- 0,8 mm – 1,2 mm – elementy lekkie,
- 2,0 mm – 3,0mm – elementy ciężkie
zasada 4
- mierząc od góry pierwszy element powinien być powieszony na wysokości ok. 0,5 m od punktu zawieszenia girlandy na wieszaku trawersy.
zasada 5
zasada 6
